塑料行业控制系统升级改造
发布时间:2023-7-17作者:浏览次数:1214次
随着塑料产业结构逐步转型升级,高档产品比重逐步加大,基础配套服务功能不断完善,塑料制品产量不断增长,市场增长空间仍然较大,产值可保持较高增速,在满足社会一般性需求的基础性应用领域保持稳步增长情况下,高端应用领域在逐步扩大。

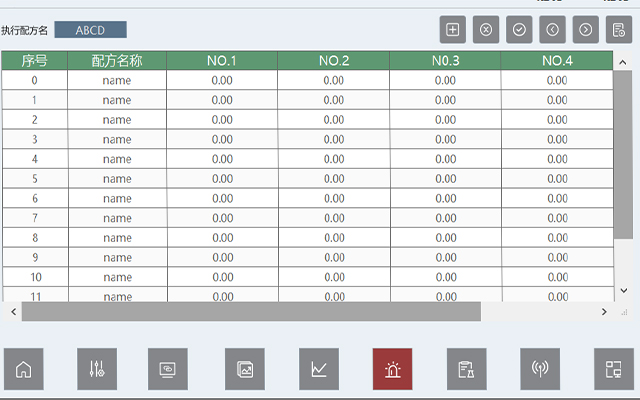
塑料成品需经过多道加工工序,主要通过塑材混料、塑材成型、机械加工、接合、修饰、装配等多个工序组成,特别是塑材混料工序非常重要,人工混料时会存在些不定因素,从而会影响到成品的质量问题,因此为XXX客户开发一套智能化混料机按照工艺配方比例对原料进行配料。
塑料行业仍处于上升发展阶段,转型升级在稳步推进。“以塑代钢”、“以塑代木”的发展趋势为塑料制品业的发展提供了广阔的市场前景。
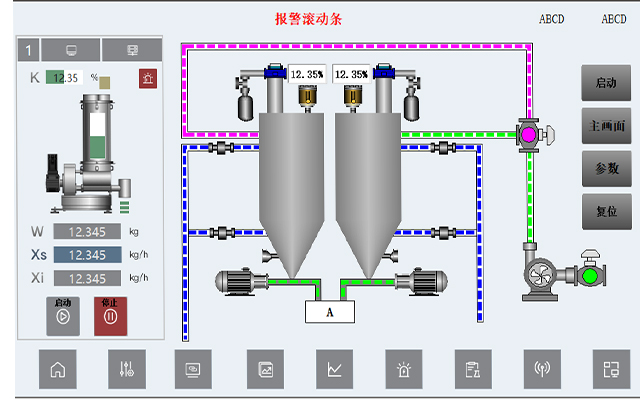
本项目主要实现智能化连续按配方定量比例进行投料、首先由人工将物料运输至投料站,使物料自由落体进入投料站储存仓。启动料仓输送系统将物料匀速吸入隔膜泵,经隔膜泵加压后进入输送管道,物料经输送管道进入暂缓仓;物料进入暂缓仓后自然沉降留存于暂缓仓内,多余的气体经滤芯过滤后排入大气,暂缓仓物料达到存储上限后停止隔膜泵暂停物料输送;
失重称系统检测失重秤物料状态,如低于下限值启动暂缓底部的排料螺旋,给失重秤进行补料,达到上限重量停止补料;失重秤螺杆运行,并进行pid运算调整螺杆转速,使物料流速无限的接近设定流速进行投料配料;当失重秤剩余物料小于下限值系统锁定当前转速进行对失重称补料;
该项目采用两套控制系统:
第一套为料仓输送系统:
此系统采用西门子S7-1200+ET200SP从站模块实现控制缓存仓A、B供料,以及PN通讯控制西门子变频器。
第二套为失重称系统:
此系统采用西门子S7-1200实现控制失重称投料。
两套系统通讯交互数据。
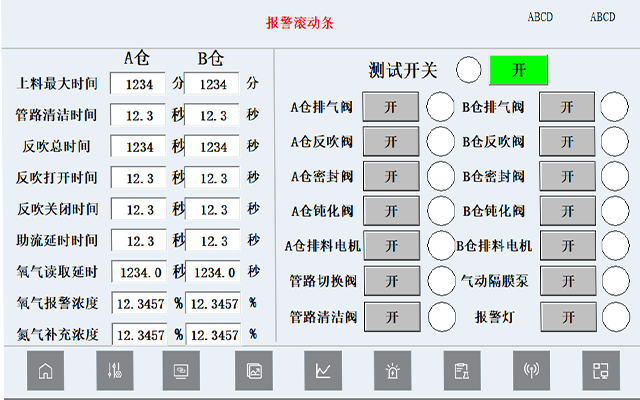
采用触摸屏控制两套系统启停、以及相关手动测试检修、参数设置等。

塑料在成型加工前所需配料通常将多种原料按比例混合,混料时基本是人工操作,浪费了大量时间和劳动力,而且塑料配料混和的并不是很均匀,因此设计一套适用于该公司的智能化混料机,可大幅降低劳动强度,可提高生产效率。
可实现按比定量的投料,减少人工配料比例不均。改善混料比例更精准,混合更均匀,提高产品质量。